
軍(jun1)事國防是國家力量的根本,集貯存、運輸、發射為一體的箱式發射技術已經成為目(mù)前彈箭武器(qì)研究領域的重點,碳纖維複合材料擁有質(zhì)輕高強(qiáng)、耐腐(fǔ)蝕、耐磨損、抗衝擊等優勢,可將其用於導彈貯運發射箱(xiāng)的製作中。貯運發射箱箱體最初采用手糊(hú)工藝製造,存在原材料利用率低、生產效(xiào)率低、製造成本高等缺(quē)點,我們(men)可(kě)以根據這些(xiē)將碳纖維箱體的成型工藝改為纏繞成型工藝。
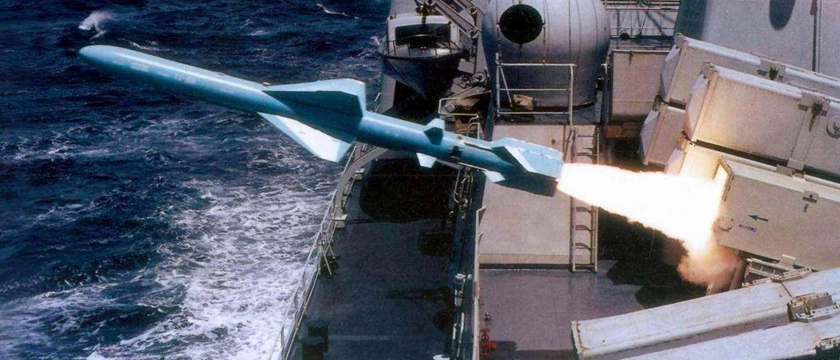
(圖示:導彈貯存箱)
碳纖維複合材(cái)料發射箱箱體纏繞成型工藝所用材料(liào)主要有碳(tàn)纖維增強材料、樹脂基體、固化劑、功能材料、脫模劑及其(qí)他助劑。熟女av网址複材采用整體化設計方法,將防潮阻隔、電磁屏蔽等功能融於結構設計之中,根據剛強度要求,通(tōng)過(guò)有限元分析優化出箱體(tǐ)結構。
再以質量為控製目標,將材料參數代入成熟的數學計(jì)算公式,推導出箱體的纖維含量和鋪層(céng)層數,從而實現箱體結構與功能一(yī)體化設計,最終發射箱箱體設計為矩(jǔ)形。
根據以往手糊(hú)工藝的缺(quē)點,我們采用纖(xiān)維纏繞成型,纖維纏繞成型是在纏繞機上,將浸漬樹脂的纖(xiān)維均勻的、有規律的纏繞在一個轉動的(de)芯模上,然後固化(huà),除去芯模獲得製(zhì)件。
將纖維從紗架上引(yǐn)出,使其經過浸膠槽、張力控製(zhì)係統、導向環,搭接(jiē)到芯模上。開啟纏(chán)繞機,按照設定(dìng)程序進行纏繞,用卡尺測量壁厚達到設(shè)計(jì)要求後,停止(zhǐ)運行,將纖維剪斷。複合材料箱體具有多(duō)種材料多層組合矩形截麵薄壁結構(gòu)特點,其纏繞張力控製對於箱體的致密性與壁厚(hòu)均勻性至(zhì)關重要。
設計研究利於(yú)纖維纏繞的逐層(céng)張力遞減製度。由於纖(xiān)維是一層一層纏繞到芯模上,每纏繞一層(céng)均對前一層的纖維產(chǎn)生壓力,從而(ér)使前一層變鬆,為了保證各(gè)層纖維的最終張力相同,使之共同受力,通過研究(jiū)張力與纏繞芯模的剛度、纏繞(rào)製品的厚度、纖維的強度和含量、纏繞(rào)線型等之間的影響關係(xì),優化(huà)確定纏繞張力控製參數。
研究設計專用的(de)功能層材料鋪放複合機構,采用在線塗膠壓合工藝實現材料(liào)複合鋪放。鋪放過程中首(shǒu)先在(zài)預(yù)固化的內(nèi)層坯(pī)體表麵均(jun1)勻塗(tú)刷一層環氧膠液,然後將(jiāng)裁剪好的阻隔層薄膜材料通過鋪放結(jié)構上的供料卷沿長度方向進行鋪放(fàng),並用膠輥(gǔn)進行壓實和排除層間氣泡,預固化一定時間。
在充分壓實並完全(quán)排除(chú)層間氣泡的阻隔層薄膜表麵,均勻塗(tú)刷一(yī)層環氧膠液,將導電屏(píng)蔽層材料沿長度方向鋪放、壓實,同(tóng)時在其外表麵塗刷一層環氧膠液進行封閉,然後固化一定時間再(zài)進行後續纖維結(jié)構(gòu)層(céng)的纏繞。
將纖維搭接到箱體上,按照(zhào)纏繞(rào)內層的(de)方法纏(chán)繞外層,直至達到(dào)設計厚度。
為驗證纏繞(rào)成型的碳(tàn)纖維發射箱體是否滿足設計(jì)技術要求(qiú),熟女av网址複材對樣件按(àn)照國軍標的(de)要求進行(háng)了試(shì)驗驗證,試驗項目有尺寸、材料力學性能、透濕率、耐燒蝕性等。試(shì)驗結果表麵箱體各項性能均滿足指標(biāo)要求。
通過纏繞成型製造的碳纖維複合(hé)材料箱體,相比傳統手糊(hú)成型工藝,具有原材料利用率高、製造效率高、製造(zào)成本低等優點。通(tōng)過螺旋纏繞方式製造碳纖(xiān)維複合材料箱體(tǐ),能夠突破矩形截麵箱體纏繞張力(lì)控製與功能層快速鋪(pù)放等關鍵技術(shù),實現發射箱箱(xiāng)體近零拔模斜度成型(xíng),各(gè)項性能均滿足指標要求,解決了碳纖維複(fù)合材料箱體質(zhì)量與(yǔ)成本的控製難(nán)題。





 微信谘詢
微信谘詢